
Powerful Cutting Precision High Speed Saw Blades for Ultimate Performance
Premium High Speed Saw Blade
View More
“Achieve Clean and Accurate Cuts with HSS Circular Saw Blades”

Julia Premium High Speed Saw Blade

HSS – DMo5 Cut Off Saws
HSS – DMo5 Cut Off Saws
This is the standard product used for cutting alloys and common steel < 550 Mpa. All the blades are made in super high-speed steel with a high tungsten and molybdenum content.
HSS – Co5 Cut Off Saws
This is our standard product used for cutting stainless steel and medium hard steel 550 – 700 MPa. It is a super high-speed steel that contains all the alloy elements already present in the Dmo5, plus 5% cobalt.
Seamless Cutting Experience
Julia is the biggest worldwide producer of circular saw blades for cutting metals with diameters from 160mm to 700mm. We only use super high-speed steel manufactured by steel plants that are ISO 9001 approved. This guarantees the constant quality of the products supplied, which always come with a casting certificate and a detailed chemical analysis.
Products
HP GRIND
VAPO
YELLOW TIGER
GREY SHARK
RED DRAGON
BLACK HAWK
SILVER FOX
EVOLUTION
ULTRA
HP GRIND

Bright – A precision crafted tool with a pristine, grind-finished surface, free from superficial oxidation or coating. Ideal for cutting structural steel (HV 800), solid materials, and a wide range of steel applications.
VAPO

Steam treated – Featuring a superficial CO2 steam oxide treatment 3 μm penetration depth, perfectly suitable for cutting structural steel, solid material and steel in general. The oxide surface treatment effectively minimizes tension, enhances cooling agent retention, and boost resistance to clogging.
YELLOW TIGER

P.V.D Coating with 3 micron depth titanium base, achieved at a process temperature of around 490°C. This coating offers a coefficient of friction of 0.47 and can withstand maximum oxidation temperatures of up to 640°C. The coated layer exhibits an impressive hardness of 2,480 Vickers (Hv 0.05). Furthermore, its low thermal conductivity provides excellent heat shieding, effectively safeguarding the hardened steel base.
This coating is ideal for cutting medium steel and should always be used with ample lubrication. However, it is not suitable for cutting coppers, brass, or bronze materials.
GREY SHARK

P.V.D. Coating with 2.5 micron depth. It is obtained by a plasma of titanium and carbon that enhance the hardness to 3,000 Vickers (Hv 0.05). The friction coefficient 0.22 is very low thanks to the large quantity of carbon. This characteristic makes it very suitable for cutting very abrasive materials such stainless steel and alloyed steels with a hardness up to 800 N/mm². The low coefficient of friction drastically reduces the chip welding on the cutting edge or in the disc sidewall. This coating should always be used with plenty of lubrication during the cutting operation – it has a low oxidation temperature (400°C).
RED DRAGON

Multilayer P.V.D coating with 2.5 micron depth. It is obtained from a plasma with a particular titanium, carbon, and acetylene composition. This composition gives the coating a very low friction coefficient of 0.18 together with a considerable hardness of deposited layer 3,200 Vickers. (HV 0.05). These two characteristics guarantee the circular blades will be high performance with low wear, and also ensure an improvement in the cut’s finish. It is a coating with an oxidation temperature of 470°C and therefore must be used with abundant lubrication. It is particularly suitable for cutting stainless steel, titanium, and hardened steel, along with brass and copper.
BLACK HAWK

P.V.D Multilayer coating with depth of 3 micron. The plasma is obtained by the fusion of a titanium cathode and aluminium, in a particular percentage composition. The addition of an inert gas during the process, and the energy source with which the molecules are loaded, enable surface bombardment of the coating, resulting in excellent coating properties that guarantee a high thermal resistance to the sub layer; it has in fact, an oxidation temperature of 800°C obtaining a superficial hardness of 3,400 Vickers (Hv 0,05). The friction coefficient is 0.45 which enables the use of circular saws with excellent results with limited or minimum lubrication or micro-fog nozzle. It is particularly suitable for high alloy steel, up to 1100 N/mm², for cast iron cutting, stainless steel and all materials that develop high heat energy.
SILVER FOX

P.V.D Multi-layer coating with a thickness of 2,5 microns, opaque grey coloured. The particular composition and the innovative mix of noble elements developed by our R&D achieves a hardness which is higher than 3.650 Vickers (Hv 0,05), unattained by any other coating. This new coating is very tenacious and very resistant to high temperatures. These features are very important to guarantee long-life when using circular saw blades with high speed parameters. It is highly recommended for circular saw blades to work with critical cutting parameters on high performance machines. The friction coefficient of 0,40 allows the use of circular saws both for cutting without coolant, or micro-nebulization, as well as for cutting with plenty of coolant. It’s suggested for cutting high alloy steels up to 1000 N/mm2, stainless steel and all material developing a high thermal energy.

EVOLUTION
This is a new product developed by our R&S department together with the mechanical division of the Trento’s university. Our goal was to find a special saw blade to improve the cutting speed when working with steel pipes and solid bars with hardness 650 – 850 MPa, when using high performance cut off machines.
ULTRA

ULTRA is provided with the best coating ever developed by Julia’s R&S department.This is a coating with a special composition, achieved by following a precise and specific recipe of noble elements, which achieves the highest surface hardness amongst traditional coatings and offers great heatsinking capacity.Thanks to its very limited side-runout, restricted cutting tolerances are always respected, even on the toughest materials and in difficult conditions. This combination makes the Ultra the top performing blade on the market.
TOOTH SHAPE

Tooth shape A is normally used on fine toothing (<T3) for applications such as brass alloy cutting, jewellery and screw slotting.

Tooth shape B is normally used for thin-walled pipes and the cutting of structural shapes, especially where chip removal is not an issue.

Tooth shape AW, unlike type A, is alternately bevelled, thus optimizing chip shredding. It is particularly suitable for precision cutting.

Tooth shape BW is primarily used for cutting pipes and sections. The tooth is alternately bevelled at 45°, breaks the chip in two and guarantees good chip evacuation.

Tooth shape C is used for solid sections or very thick pipes. The chip is shredded into three parts due to the presence of both a finishing tooth without chamfer and a pre-cutting tooth (longer than 0.25 mm) with two chamfers on each side.

Tooth shape BR has been successfully introduced for cutting pipes. It has double the number of cutting edges and guarantees a higher number of cuts and a better finish to the section. It also improves tool durability by about 20% because it reduces the removed section per each single sharpening.
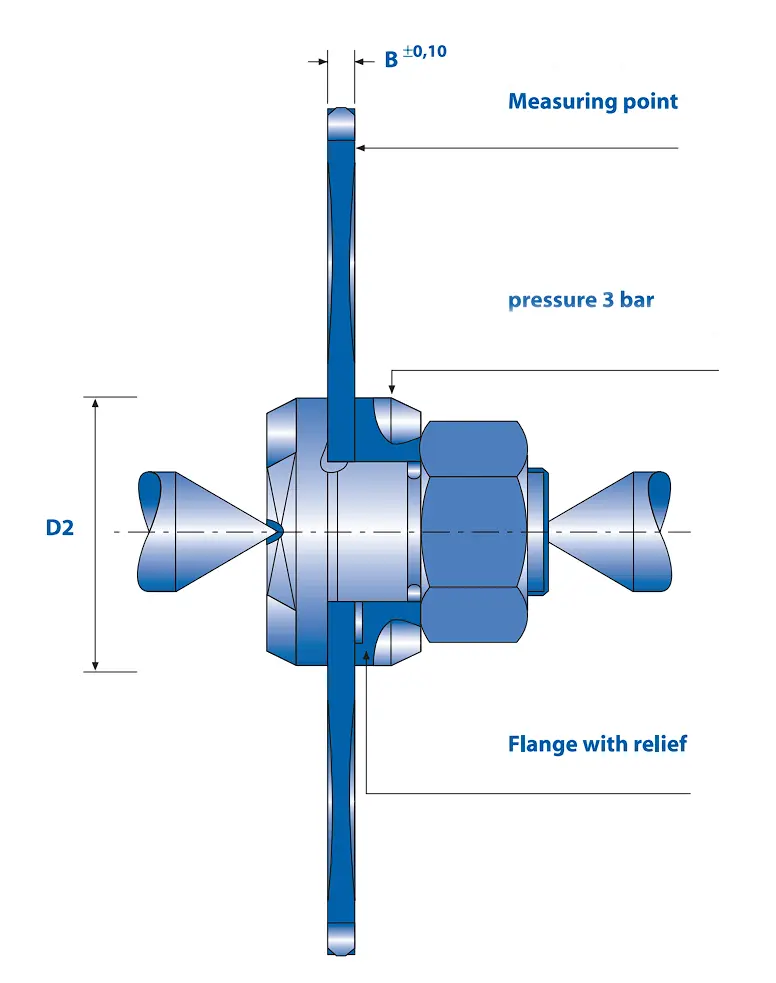
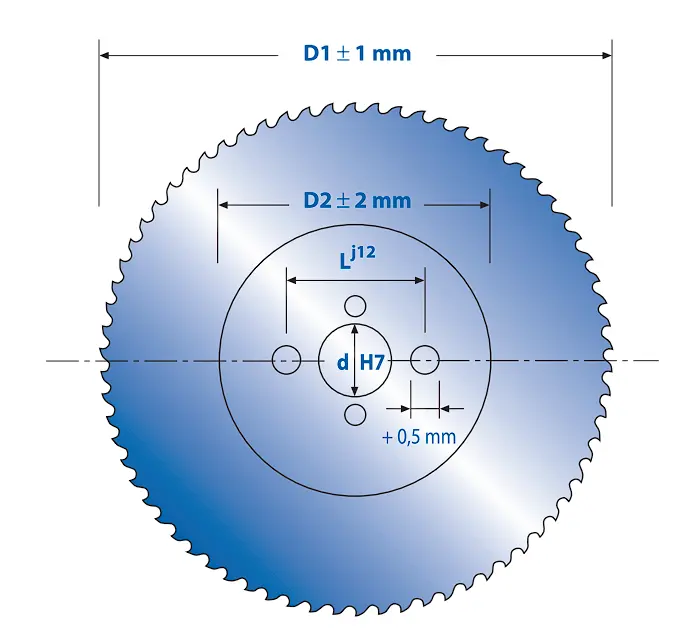
| D1 | D2 | L | d | B |
|---|---|---|---|---|
| Saw diameter | Hub diameter | Pinhole pitch | Center Bore | Thickness |
TECHNICAL SPECIFICATIONS
| Diameter D1 | Thickness B | Hub D2 | Conicity | Side run out STANDARD | Side run out PREMIUM |
| 1,2 | 75 | 0,20 | 0,20 | 0,12 | |
| 175 | 2,0 | 75 | 0,30 | 0,20 | 0,12 |
| 1,0 | 100 | 0,20 | 0,20 | 0,12 | |
| 1,2 | 100 | 0,25 | 0,20 | 0,12 | |
| 200 | 1,5/1,6 | 90 | 0,25 | 0,20 | 0,12 |
| 1,8 | 90 | 0,35 | 0,20 | 0,12 | |
| 2,0 | 90 | 0,35 | 0,20 | 0,12 | |
| 1,2 | 100 | 0,25 | 0,20 | 0,15 | |
| 225 | 1,5/1,6 | 90 | 0,25 | 0,20 | 0,15 |
| 1,9/2,0 | 90 | 0,35 | 0,20 | 0,15 | |
| 1,2 | 100 | 0,22 | 0,20 | 0,15 | |
| 1,5/1,6 | 100 | 0,32 | 0,20 | 0,15 | |
| 250 | 2,0 | 100 | 0,40 | 0,20 | 0,15 |
| 2,5 | 100 | 0,40 | 0,20 | 0,15 | |
| 3,0 | 100 | 0,48 | 0,20 | 0,15 | |
| 1,2 | 100 | 0,22 | 0,25 | 0,15 | |
| 1,6 | 100 | 0,30 | 0,25 | 0,15 | |
| 275 | 2,0 | 100 | 0,40 | 0,25 | 0,15 |
| 2,5 | 100 | 0,45 | 0,25 | 0,15 | |
| 3,0 | 100 | 0,50 | 0,25 | 0,15 | |
| 1,6 | 100 | 0,30 | 0,25 | 0,15 | |
| 2,0 | 100 | 0,40 | 0,25 | 0,15 | |
| 300 | 2,5 | 100 | 0,46 | 0,25 | 0,15 |
| 3,0 | 100 | 0,55 | 0,25 | 0,15 | |
| 1,6 | 120 | 0,30 | 0,25 | 0,18 | |
| 1,8 | 100 | 0,40 | 0,25 | 0,18 | |
| 315 | 2,0 | 100 | 0,40 | 0,25 | 0,18 |
| 2,5 | 100 | 0,46 | 0,25 | 0,18 | |
| 3,0 | 100 | 0,55 | 0,25 | 0,18 | |
| 2,0 | 120 | 0,45 | 0,25 | 0,18 | |
| 325 | 2,5 | 120 | 0,55 | 0,25 | 0,18 |
| 3,0 | 120 | 0,60 | 0,25 | 0,18 | |
| 1,8 | 120 | 0,40 | 0,25 | 0,18 | |
| 2,0 | 120 | 0,45 | 0,25 | 0,18 | |
| 350 | 2,5 | 120 | 0,55 | 0,25 | 0,18 |
| 3,0 | 120 | 0,60 | 0,25 | 0,18 |
| Diameter D1 | Thickness B | Hub D2 | Conicity | Side run out STANDARD | Side run out PREMIUM |
| 2,0 | 120 | 0,45 | 0,30 | 0,20 | |
| 2,5 | 120 | 0,55 | 0,30 | 0,20 | |
| 370 | 3,0 | 120 | 0,60 | 0,30 | 0,20 |
| 3,5 | 120 | 0,65 | 0,30 | 0,20 | |
| 2,2 | 130 X 2,5 | 0,40 | 0,30 | 0,20 | |
| 2,5 | 120 | 0,60 | 0,30 | 0,20 | |
| 400 | 3,0 | 120 | 0,65 | 0,30 | 0,20 |
| 3,5 | 120 | 0,70 | 0,30 | 0,20 | |
| 4,0 | 120 | 0,75 | 0,30 | 0,20 | |
| 2,5 | 120 | 0,60 | 0,30 | 0,20 | |
| 3,0 | 120 | 0,70 | 0,30 | 0,20 | |
| 425 | 3,5 | 120 | 0,75 | 0,30 | 0,20 |
| 4,0 | 120 | 0,75 | 0,30 | 0,20 | |
| 2,5 | 130 | 0,60 | 0,30 | 0,20 | |
| 3,0 | 130 | 0,70 | 0,30 | 0,20 | |
| 450 | 3,5 | 130 | 0,75 | 0,30 | 0,20 |
| 4,0 | 130 | 0,80 | 0,30 | 0,20 | |
| 3,0 | 130 | 0,60 | 0,30 | 0,22 | |
| 500 | 3,5 | 130 | 0,75 | 0,30 | 0,22 |
| 4,0 | 130 | 0,80 | 0,30 | 0,22 | |
| 3,5 | 140 | 0,80 | 0,35 | 0,25 | |
| 525 | 4,0 | 140 | 0,85 | 0,35 | 0,25 |
| 3,0 | 200/225 | 0,64 | 0,35 | 0,25 | |
| 550 | 3,5 | 140/200/225 | 0,80 | 0,35 | 0,25 |
| 4,0 | 140/200/225 | 0,85 | 0,35 | 0,25 | |
| 3,5 | 225 | 0,75 | 0,35 | 0,25 | |
| 600 | 4,0 | 200/225 | 0,90 | 0,35 | 0,25 |
| 3,5 | 225 | 0,75 | 0,35 | 0,25 | |
| 620 | 4,0 | 225 | 0,95 | 0,35 | 0,25 |
| 4,0 | 225 | 0,95 | 0,40 | 0,30 | |
| 650 | 5,0 | 225 | 1,00 | 0,40 | 0,30 |
| 4,0 | 225 | 0,95 | 0,40 | 0,30 | |
| 700 | 5,0 | 225 | 1,00 | 0,40 | 0,30 |